A kontaktcső kopása
MIG/MAG hegesztés nem lehetséges kontaktcső nélkül: a kontaktcsőben – amelyet kontaktcsőnek vagy kontaktfúvókának is neveznek – „csúszó érintkezés" útján áramlik az áram a hegesztőhuzalhoz. Ez azt jelenti, hogy a huzal és a fúvóka állandó érintkezésben van egymással, és folyamatosan súrolják egymást.
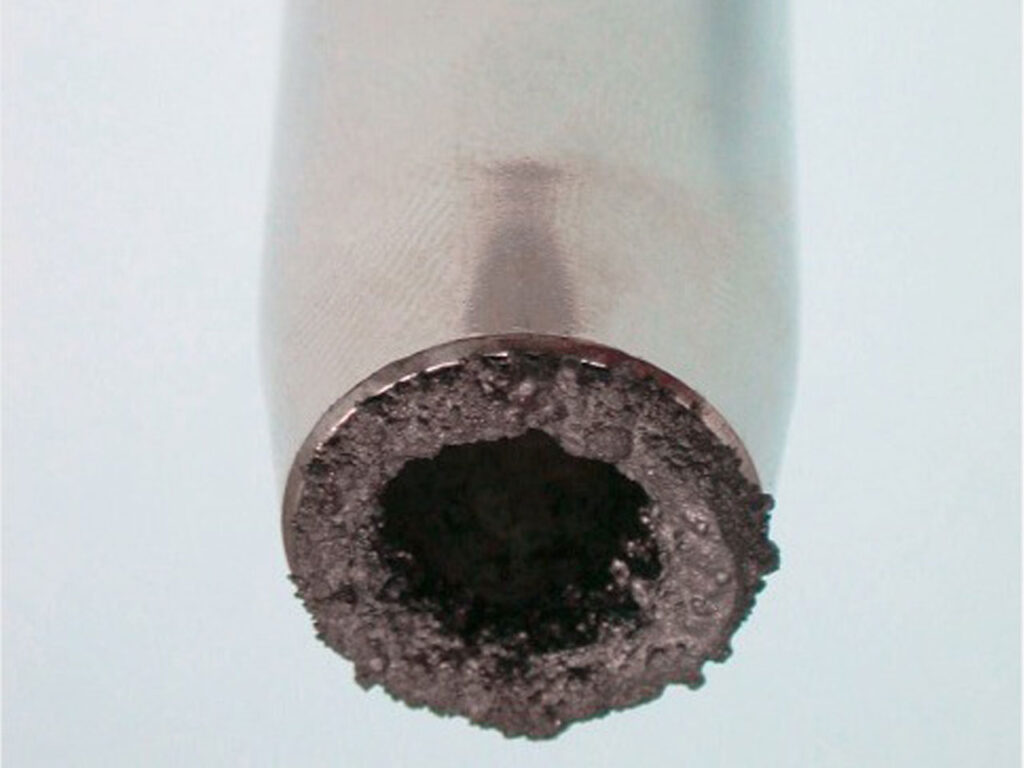
Az „elkopás" tehát az egyik fő ok, amiért a kontaktcsövek idővel használhatatlanná válnak. A huzal folyamatos súrlódása megváltoztatja a kontaktcső belsejét, amíg a hegesztőhuzal és a kontaktcső már nem áll állandó érintkezésben egymással. Az áramfolyás instabillá válik, csakúgy mint az ív, és a fúvókát ki kell cserélni.
Az ellenkezője is előfordulhat: a huzal kopása és a kontaktcsőben lévő extrém hő ötvözetréteg kialakulásához vezethet. Ebben az esetben a kontaktcső belseje lassan megnő, amíg el nem torlaszolja a huzaladagolót.
A gázfúvóka szerepe és kopása
A MIG/MAG hegesztőpisztoly fáklyatestének második központi kopóalkatrésze a gázfúvóka. Ez felelős az ív felett kialakuló gázsüveg létrehozásáért. A hőmérséklet döntő hatással van a gázfúvókák élettartamára: ha a gázfúvóka túl forró, több fröccs tapad rá – ez összeolvadhat a gázfúvókával, és emiatt eltávolíthatatlanná válhat. Egy hűvös fúvóka könnyen megtisztítható.
Fontos, hogy acélhoz és alumíniumhoz különböző típusú fúvókákat kell alkalmazni: az alumíniumhoz használt gázfúvókák általában bevonatos kivitelűek, ami megkönnyíti a viszonylag puha alumínium fröccs eltávolítását.
A belső betét feladata
A belső betét vezeti a hegesztőhuzalt a tömlőcsomagon át, és az ebből eredő súrlódás következtében idővel elkopik. FCS csatlakozás esetén a belső betétek az áramforrásnál kezdődnek, és a fáklyatestben végződnek a kontaktcsőnél.
A legjobb élettartam és a kívánt hegesztési folyamatok biztonságos megvalósítása érdekében olyan belső betéteket kell használni, amelyek tervezésükben és belső átmérőjükben optimálisan illeszkednek az alkalmazott hegesztőrendszerhez. Míg a belső betéteknél lényegében csak a megfelelő termék kiválasztásáról van szó, a kontaktcsövek és gázfúvókák esetében a kérdés egy kicsit összetettebb.
4 hatékony módszer az élettartam meghosszabbítására és egy tipp
- Helyes huzal és kontaktcső párosítás: A kontaktcső tartóssága nagymértékben függ a hegesztőhuzal és a cső helyes párosításától – különösen a huzal átmérőjétől és a cső fúratától. Az optimális illeszkedés minimalizálja a kopást és meghosszabbítja az élettartamot.
- Megfelelő anyagminőség választása: A CuCrZr (réz-króm-cirkónium) az iparági arany standard. A WQ minőségű volfrám-réz kontaktcsövek még tartósabbak – bár drágábbak, 5–15-ször hosszabb élettartamuk révén hosszú távon komoly megtakarítást jelentenek, különösen nagy szilárdságú acélhuzalokhoz.
- Megfelelő munkahossz beállítása: A gázfúvóka és a kontaktcső a fáklyatest elején helyezkedik el, ahol a legnagyobb hőmérsékletnek van kitéve. A munkavégző részt a lehető legtávolabb kell tartani a fáklyatesttől – ez csökkenti a hőterhelést és meghosszabbítja az alkatrészek élettartamát.
- Rendszeres karbantartás és tisztítás: A rendszeres tisztítás és a fröccs eltávolítása elengedhetetlen. A fröccs felhalmozódása rövidzárlathoz és a gázcsatorna elzáródásához vezethet. Az idejében elvégzett karbantartás megelőzi a korai cserét és csökkenti az állásidőt.
- Tipp: Alumínium hegesztéshez és CuSi alkalmazásokhoz mindig speciálisan erre a célra kifejlesztett kopóalkatrészeket használjon! Az alumíniumhoz készült, bevonattal ellátott gázfúvókák biztosítják, hogy a fröccs ritkán tapadjon meg, ezáltal csökkentve a kopóalkatrész-cserék számát és a termelési kiesést.
Ha többet szeretne megtudni arról, hogy mely kontaktcsövek, gázfúvókák vagy belső betétek lennének a legmegfelelőbbek az Ön alkalmazásához, kérjük, lépjen kapcsolatba velünk! Szakértőink szívesen állnak rendelkezésére tanácsokkal és segítséggel!
